-
+86-18516380392
- ООО Баоцзи Хэжуньтай Оборудование Мэньюфэкчуринг
+86-18516380392

2025-06-16
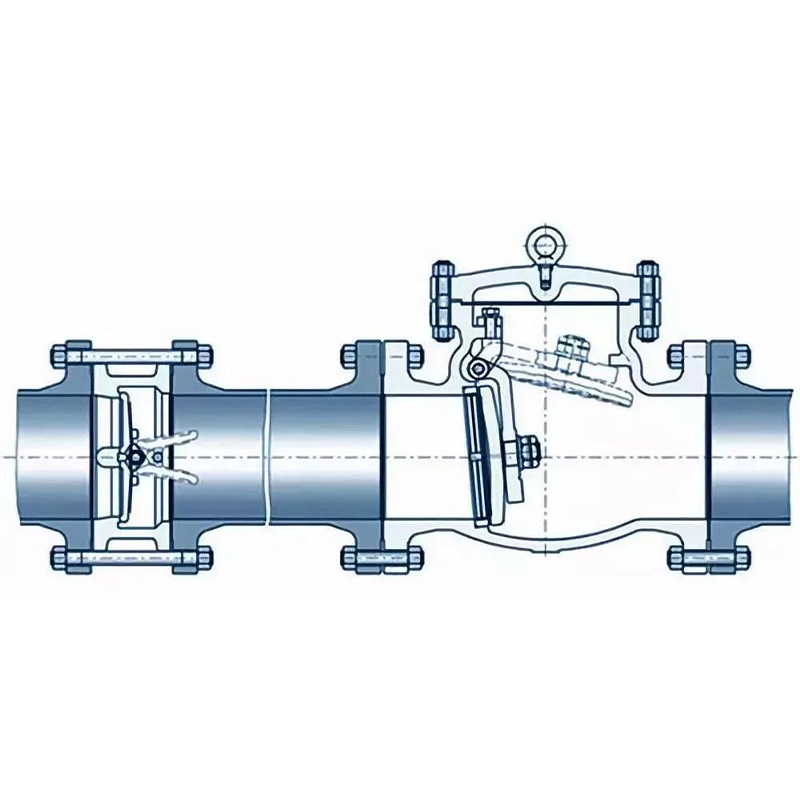
Фитинги из титана TA10 имеют широкий спектр применения и высокую эффективность, а требования к технологии сварки довольно строгие. Конечно, при сварке титановых труб необходимо хорошо понимать сам процесс, обращать внимание на возможные проблемы и своевременно их устранять, чтобы обеспечить максимально гладкий процесс сварки титановых труб.
Титан и его сплавы обладают высокой химической активностью. При температуре выше 400 °C они вступают в реакцию с кислородом, азотом, водородом и углеродом, причём реакция становится бурной при температуре выше 600 °C. Увеличение содержания кислорода, азота, водорода и углерода приводит к охрупчиванию металла шва титана и его сплавов. Поэтому газовая защита является ключевым вопросом при сварке труб из титана TA2. При этом необходимо контролировать температуру сварного шва и зоны термического влияния, чтобы избежать образования крупнозернистых структур и перегретых структур из-за перегрева, что приведёт к снижению механических свойств металла.
Как правило, при сварке титановых труб чаще всего встречаются три основных типа сварочных дефектов: пористость, трещины и газовая защита. Рассмотрим их по порядку.
1. Проблема пористости
При сварке титана и его сплавов вблизи линии сплавления после термообработки часто образуются скопления пор. Эти поры в основном водородные. Поскольку растворимость водорода в титане уменьшается с повышением температуры, высокая температура вблизи линии сплавления во время сварки приводит к его растворению. При высоком парциальном давлении водорода в атмосфере вокруг зоны сварки водороду сложно выделиться в осадок, поэтому он накапливается, образуя водородные поры.
2. Проблема трещин
При сварке материалов на основе титана горячие трещины возникают редко, поскольку содержание примесей серы и фосфора в материале очень мало. Однако при сварке титановых материалов возможно образование холодных трещин, которые имеют затяжной характер. Это обусловлено главным образом низкой теплопроводностью титана и медленным рассеиванием тепла, что легко приводит к образованию крупных зерен в сварном шве. При высоком содержании газовых примесей снижается пластичность сварного соединения, а при повышенном содержании водорода в шве возникает водородная хрупкость.
3. Газовая защита
В связи с высокими требованиями к чистоте газа при сварке титана мы используем аргон высокой чистоты. Область защиты аргоном охватывает сварочную ванну, зону термического влияния и основной металл на расстоянии 10 мм от линии сплавления с обеих сторон. Для этой цели требуется устройство газовой защиты, а внутри трубопровода используется устройство с аргоновой камерой.